Rustfrit stål
Brimas A/S er specialister i bearbejdning og svejsning af rustfrit stål og har branchens bedste fysiske og psykiske arbejdsmiljø. Førnævnte har bl.a. gjort det muligt, at tiltrække områdets allerdygtigste rustfaste klejnsmede, der er specialister indenfor bearbejdning af specialopgaver i rustfrit stål.
Hos Brimas A/S arbejder vi ikke med en funktionsopdelt produktion. Udgangspunktet for en opgave er, at medarbejderen følger produktet fra start til slut. Det stiller store krav til den enkelte medarbejder, men sikrer medarbejderen en alsidig arbejdsdag, samtidig med, at virksomheden får en fleksibel produktion, hvilket kommer kunden til gode.
Professionel rådgivning
Brimas A/S har som tidligere beskrevet en særdeles fleksibel produktion, hvor medarbejderen følger produktet fra start til slut. På samme måde har kunden også en primær kontaktperson på kontoret, der følger produktet og ordren fra forkalkulation og tilbudsfasen til efterkalkulation og fakturering.
Alle personer på kontoret hos Brimas er håndværksmæssig uddannet, hvilket sikrer en optimal dialog mellem kunde og leverandør.
Konstruktion, dimensionering og visualisering i 3D
Brimas A/S har som tidligere beskrevet en særdeles fleksibel produktion, hvor medarbejderen følger produktet fra start til slut. På samme måde har kunden også en primær kontaktperson på kontoret, der følger produktet og ordren fra forkalkulation og tilbudsfasen til efterkalkulation og fakturering.
Alle personer på kontoret hos Brimas er håndværksmæssig uddannet, hvilket sikrer en optimal dialog mellem kunde og leverandør.
Totalløsning
Hos Brimas tilbyder vi alt, lige fra det lille specialfremstillede emne til den færdige totalløsning. Virksomheden stiller gerne plads til rådighed for vore kunder, såfremt de ønsker, at tilknytte deres egne el- og automatiseringsfolk til, at opbygge og prøvekøre deres maskine. Brimas A/S sender ofte kundens produkt direkte fra Brimas til slutbrugeren i tæt samarbejde med kunden.
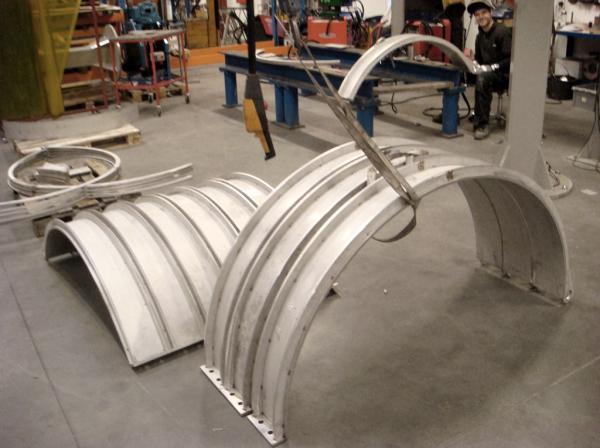
Brimas A/S fremstiller mange transportbånd og pakkemaskiner i rustfri stål til fødevareindustrien
Fakta om rustfrit stål
I 1913 opdagede Harry Brearly i Sheffield, at stål, som indeholdt 13% chrom ikke rustede, når det blev udsat for almindelig atmosfærisk påvirkning. Han kaldte stålet "rustfrit" (stainless).
Det nye materiale, som var Hærdbart og i øvrigt mindede en del om værktøjsstål blev hurtigt taget i brug til bl.a. knivblade og udstødningsventiler i flymotorer. Efter første verdenskrig satsede man mange ressourcer på at udvikle bedre typer rustfri stål. Forenklet kan man sige, at der blev gjort to væsentlige opdagelser. Den ene var, at rustfri stål kan gøres mere "rustfri", d.v.s. mere korrosionsbestandige ved dels at øge chromindholdet og dels ved at kombinere med andre legeringselementer, hvoraf de vigtigste er molybdæn og nikkel. Den anden var, at man ved at legere med passende kombinationer af chrom og nikkel kunne få stål med en anden struktur og dermed helt andre egenskaber end de rene chromstål.
I det følgende skal vi se på, hvad det er der gør stålene rustfri, og vi skal se hvilken struktur og egenskaber de har som funktion af analysen. Alle metaller har en større eller mindre tendens til at reagere med oxygen og danne metaloxyd. I de fleste tilfælde vil denne reaktion være en nedbrydning af metallet, og man taler så om korrosion. Enkelte metaller har så lille tendens til at korrodere så vi kalder dem ædelmetaller, f.eks. guld og platin. Enkelte andre metaller har en evne til under passende forhold at danne en ganske tynd hinde af metaloxyd, som beskytter metallet med yderligere angreb. Man taler om at metaller passiverer. Nogle af de almindeligste metaller, der kan passivere er aluminium, magnesium, titan og chrom.
Det viser sig faktisk, at nogle af disse metaller er i stand til at danne et passiverende oxydlag selvom de kun er til stede som legeringselement i et andet metal. Det er dette fænomen, der er grundlaget for alle rustfri ståltyper, idet chrom blot behøver at være til stede i en mængde på 12% i stål for at gore det rustfrit. Der er andre metaller, som også kan danne passiveringslag på stål, men de viser sig i praksis at være uegnede til legering med stål.
På grundlag af ovenstående kan vi definere rustfrit stål som stål, der indeholder mindst
12% chrom. I praksis vil man dog foretrække mindst 13-14%, for at sikre sig mod "svage"
områder. Rustfrit stål er ikke blot bestandigt mod atmosfærisk korrosion, men også
mod en lang række gasarter, vandige opløsninger og kemikalier, som virker
nedbrydende på almindeligt stål. Ved tilsætning af større mængder chrom, op til 25-3 D
%, kan man gere oxydhinden stærkere, hvorved stålet bliver bestandigt over for endnu
flere kemikalier. Den samme effekt kan opnås ved at supplere chromindholdet med op
til Ca. 6% molybdæn.
I den følgende gennemgang af rustfri stål er de inddelt i 4 grupper:
- Austenitiske stål
- Ferritiske stål
- Martensitiske stål
- Dublex-stål
Vi er altid klar til at besvare dine spørgsmål
Send din ordre eller forespørgsel - vi svarer inden for 24 timer
Austenitisk rustfrit stål
Disse stål indeholder mindst 7% nikkel og mindst 24% nikkel + chrom. Den nævnte analyse vil dog knapt nok være stabilt austenitisk, man må regne med at det kan indeholde en smule ferrit og/eller martensit.
Det almindeligste austenitiske rustfri stål indeholder 17-20% chrom og 8-12% nikkel. Det kaldes ofte 18-8 stål, almindeligt austenitisk rusttfrit stål eller almindeligt rustfrit stål. En anden meget brugt ståltype indeholder 16-19% chrom, 10-15% nikkel 0~ 2-3% molybdæn. Det er de såkaldte syrefaste austenitiske stål. Både almindeligt og syrefast austenitisk stål fås med forskellige kulstof indhold. Kulstof regnes i disse ståltyper for en forurening og er derfor specificeret ved en maksimalt tilladt værdi, som i de dårligste kvaliteter kan være 0,08% i de bedste 0,03%. Det er karakteristisk for både almindeligt og syrefast austenitisk rustfrit stål, at hvis de tegnes ind i Schaeffer diagrammet, vil det vise sig, at de indeholder 5-10% ferrit. Den almindeligste leveringstilstand, som er bratkølet fra 1050-1150 °C, er de imidlertid fuldt austenitiske. Det betyder at strukturen ikke er stabil, varmepåvirkning eller mekanisk bearbejdning kan få dem til at udskille lidt ferrit. En anden meget brugt type er de såkaldte super austenitiske stål. De vil normalt være ret højt legeret med chrom og molybdæn, men det karakteristiske er, at nikkelindholdet er så sejt, så materialet vil være 100% austenitisk uanset hvilken termisk eller mekanisk behandling det får. Et eksempel på denne type er 254 SMO med analysen 20% chrom, 18% nikkel, 6,1% molybdæn, 0,7 kobber og 0,20% kvælstof.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Mekaniske og fysiske egenskaber
De mekaniske egenskaber ved stuetemperatur er omtrent ens for alle de austenitiske rustfri stål:
- R 0.2: ca. 200-250 N/mini
- R mt: ca. 500-700 N/mi
- A5 ca. 50%
Der findes dog nogle typer, bl.a. nogle af de super austenitiske stål, som har
noget højere flydespænding. Stålene kan ikke hærdes ved varmebehandling,
men de deformationshærder kraftigt, hvorved flydespændingen kan øges til
Ca. 500 Nimin2.
Austenitiske stål er ikke magnetiske. De kvaliteter, som kan udskille ferrit kan
dog blive svagt magnetiske p.g.a. ferrit indholdet.
Varmeudvidelseskoeficienten for de austenitiske stål er ca. 1.5-2 gange større
end for sort stål, mens varmeledningsevnen er ca. 0,35 gange sort stål.
Svejsning af austenitisk rustfri stål
Svejsning af austenitisk rustfri stål kan udføres med alle de sædvanlige svejsemetoder undtagen gassvejsning, som kraftigt må frarådes. For at opnå et tilfredsstillende resultat er der dog en række specielle forhold som skal tages i betragtning.
De almindeligste problemer ved svejsning af austenitisk stål er revner og dårlige korrosions egenskaber efter svejsning. Revner optræder hyppigst som varmerevner midt i svejsemetallet. Problemet løses lettest ved, at sørge for, at svejsemetallet indeholder 5-10% ferrit.
Det sker let for almindeligt og syrefast austenitisk stål, som jo i sig selv har en analyse der fremmer denne struktur. Man skal blot bruge et tilsatsmateriale, som har samme tendens til ferrit dannelse og det har alle almindeligt brugte tilsatsmaterialer, som er beregnet til disse ståltyper.
Når man svejser i de fuldaustenitiske materialer kan varmerevneproblemet kun løses ad svejseteknisk vej. Der er ikke nogen generel løsning, men det kan ofte lade sig gøre at undgå revner ved at svejse med lav varmetilførsel og ved at undgå et dybt smalt smeltebad. Puls-TIG er også tit en løsning.
Det er som regel vanskeligere at opretholde stålets rustfri egenskaber efter svejsning. Det er tidligere nævnt, at inter-krystallinsk korrosion kan opstå, hvis stålet har været opvarmet for længe mellem 550 og 850 °C. Man skal derfor svejse med lav varrnetilfarsel og man må aldrig bruge forvarme.
Man skal desuden bruge tilsatsmateriale med lavt kulstofindhold eller stabiliseret med niob. Tilsatsmaterialer kan ikke stabiliseres med titan, som vil brænde af i lysbuen. Et andet væsentligt korrosionsproblem i forbindelse med svejsning er, at når stålet varmes op i nærheden af smeltepunktet, sker der en voldsom afbrænding af materialet, og det er chromindholdet, der brænder først med det resultat, at stålet ikke længere er rustfrit. Dette problem er særlig stort ved rodsiden af åbne svejsninger, som derfor altid skal beskyttes mod atmosfæren. Den mest primitive beskyttelse består af forskellige former for backing. Der er dog ingen af dem, der giver en effektiv beskyttelse, og der skal derfor altid foretages en efterbehandling af svejsesømmen i form af slibning og/eller bejdsning. Det er naturligvis også muligt at foretage en opslibning til rent metal og eftersvejse rodsiden. Begge disse former for efterbearbejdning af rodsiden kræver imidlertid rimelig gode adgangsforhold. Hvor efterbearbejdning ikke er mulig, er der kun en mulighed tilbage, og det er brug af effektiv baggas. Til almindelig og syrefast austenitisk rustfrit stål kan benyttes enten argon eller formiergas (90% NE/ 10% I-13) som baggas. Til alle andre rustfri stål kan kun argon bruges. Tilsatsmateriale vælges som regel lidt hojere legeret end grundmaterialet. Tiisatsmaterialet skal altid være stabiliseret og/eller have lavt kulstofindhold. Forskellige typer af austenitisk rustfrit stål kan også problemfrit svejses sammen. Man kan vælge tilsatsrnateriale svarende til et vilkårligt af grundmaterialeme eller til "midt imellem Man kan også svejse austenitisk rustfrit stål sammen med andre rustfri ståltyper eller med sort stål. Her er det dog vanskeligere at vælge tilsatsmateriale. Man opnår det bedste resultat, når svejsemetallet indeholder 5-10% ferrit.
Ferritisk rustfrit stål
Disse stål indeholder 12-30% chrom. Med højere chrom indhold fås materialer, som ikke er praktisk anvendelige. Der kan desuden være op til 3% molybdæn. For de typer, der har lavest chrom indhold skal indholdet af kulstof og nikkel være meget lavt for de højest legerede kan der være op til 0,25% kulstof. De ferritiske rustfri stål kan stort set deles i to grupper, nemlig standardkvaliteterne, som i almindelighed ikke er svejsbare, og ELI-typeme, hvor ELI står for Ekstra Low Interstitials, altså typer med ekstra lavt indhold af kulstof og kvælstof. ELI-typerne må anses for at være begrænset svejsbare. D 3.3 3 J D
Mekaniske og fysiske egenskaber
De mekaniske egenskaber minder meget om egenskaberne for de austenitiske typer, d.v.s.
- R 0,2: ca. 250-300 N/mm!
- R mt. ca. 550 N/mm:
- A5 Ca. 20%
Ved koldbearbejdning kan flydespændingen øges til Ca. 500 N/mm2. Stålene er magnetiske og de har termiske egenskaber på linje med sort stål.
Korrosion
Man beskriver ofte ferritisk rustfrit stål i forhold til austenitisk rustfrit stål, som anses for at være velkendt. Denne fremgangsmåde vil også blive fulgt her. Almen korrosion er normalt ikke noget problem i de ferritiske rustfri stål.
lnterkrystallinsk korrosion kan forekomme efter en sensibiliserende varmebehandling ved 900-i 000 °C, hvor der kan udskilles chromkarbider i komgrænserne. Det kan dog ikke ske i ELI kvaliteterne. Overfor grubetæring og spaltekorrosion er de ferritiske stål nogenlunde på linje med de austenitiske stål, som har samme chrom og molybdæn indhold. I almindelighed anses de ferritiske rustfri stål for at være immune overfor spændingskorrosion i chloridholdigt miljø.
Svejsning af Ferritisk rustfrit stål
Ferritisk rustfrit stål er i almindelighed ikke svejsbart. Der vil som regel ske en voldsom kornvækst i den varmepåvirkede zone, som derved bliver så spred, så den revner under afkølingen. En medvirkende årsag til spredheden er, at der udskilles store mængder karbider og nitrider.
Der fremstilles imidlertid en række svejsbare ferritiske rustfri stål med meget lave indhold af kulstof og kvælstof. Når stålene er stabiliseret med titan undgår man karbid- og nitridudfældning. Når der desuden tilsættes molybdæn og/eller vanadin hæmmes kornvæksten i den varmepåvirkede zone. Stålene er dog kun begrænset svejsbare fordi de stiller særlige krav til svejseteknikken. Der skal bruges tilsatsmateriale som er austenitisk, og det skal tilsættes i en mængde, som giver et svejsemetal bestående af lige dele ferrit og austenit.
Martensitisk rustfri stål
Disse stål indeholder 12-14% chrom og 0,1-1% kulstof. Der kan også være tilsat andre legeringstoffer.
Fasediagrammet viser at et stål med 0,6 % C og 90 % Cr ved opvarmning til ca. 1000 °C bliver 100% austinitisk og der vil ved afkølning dannes 100 % martensit. De martensitiske rustfri stål er luftbærende, d.v.s. hærder uanset hvilken afkølingshastighed man vælger. I hærdet og anløbet tilstand vil de typisk have en viekershårhed i området 300-500. Stålene anvendes meget til knive og sliddele, hvor der også skal tages hensyn til korrosionsbestandighed. Med det ret lave chrom indhold er martensitisk rustfrit stål den gruppe af de rustfri stål, som har de dårligste korrosionsegenskaber. Nogle af stålene kan totalt få ødelagt deres rustfri egenskaber ved glødning omkring 500 °C, fordi denne varmebehandling vil udfælde store mængder chromkarbider, ikke bare i korngrænserne, men overalt i strukturen. Svejsning af martensitisk rustfrit stål bør undgås og må i hvert fald kun udføres såfremt der foreligger en dokumenteret fremgangsmåde, en svejseprocedure, for netop den opgave, man er stillet overfor. Ved reparation af slidte dele vil man ofte være tvunget til at anvende tilsatsmateriale med samme analyse som grundmaterialet, og man vil som regel være nødt til at udføre fuld varmebehandling, d.v.s. hærdning og anløbning efter svejsning for at opnå et tilfredsstillende resultat. I nogle tilfælde er det nødvendigt at forvarme emnet for at undgå revner.
Duplex rustfri stål
Ved en passende afbalancering af austenit- og ferritstabiliserende legeringselementer kan der opnås rustfrie stållegeringer , hvor strukturen er en blanding af stabile austenit - og ferritfaser. Disse stål kaldes duplex rustfri stål og de har høj styrke og god korrosionsbestandighed i miljøer, hvor de almindelige austenitiske kvaliteter som f.eks. lSCr-8Ni og l8Cr-8Ni-2,5Mo ikke kan holde.
Mekaniske og fysiske egenskaber
Den termiske udvidelse for W.Nr. l.4462. ligger på linje med ulegeret ståls, altså væsentlig mindre end for austenitisk rustfrit stål. Det bemærkes, at flydespændingen for W.Nr. 1.4462 er Ca. dobbelt så stor som for W.Nr. 1.4436 helt op til 300 °C, som er den højeste anvendelsestemperatur for materialet . Dette forhold har i en række tilfælde været årsag til at duplex stål er valgt i stedet for austenitisk stål. Man har på trods af en højere materialepris opnået at reducere de totale produktions omkostninger, først og fremmest fordi svejsearbejdet er blevet reduceret til ca. en tredjedel.
Korrosion
Generelt har duplex rustfrit stål god korrosionsbestandighed i de fleste af de miljøer, hvor der traditionelt anvendes austenitisk rustfrit stål. Derudover kan W.Nr. 14462 anvendes i en række tilfælde, hvor austenitisk rustfrit stål ville svigte på grund af spændingskorrosion. Det gælder først og fremmest i havvand og andre kloridholdige miljøer.
Metallurgi
I leveringstilstanden har W.Nr. 1.4462 en struktur, som består af ea. 45% kontinuert ferrit og Ca. 55% austenit udfældet i ferritten. Dette er ligevægtsstrukturen ved Ca. 1050 °C, og den opnås ved opløsningsglødning ved denne temperatur efterfulgt af bratkøling. Med denne fasefordeling har man de ønskede mekaniske og korrosionsmæssige egenskaber. I det følgende skal kort gennemgås nogle af de strukturændringer som opstår ved varmebehandling og/eller ændret analyse.
Varmes stålet op over 1050 ”C vil austenitten opløses, indtil man ved Ca. 1350 °C har 100% ferrit. Der kan desuden ske kornvækst, så materialet bliver meget grovkornet. Når stålet igen afkøles, har afkølingshastigheden stor indflydelse på strukturen. Hurtig afkøling vil således give et materiale med meget lidt austenit, mens en meget langsom afkøling kan give relativt store indhold af austenit. I begge tilfælde vil stålet have andre egenskaber end i udgangstilstanden. Det kan altså konkluderes, at den optimale struktur, som er tilstede i stålet i leveringstilstanden, er opnået ved en meget omhyggelig varmebehandling. Strukturen afhænger desuden af stålets analyse. Der er foretaget en nøje afbalancering af indholdet af legeringselementet for at opnå den optimale struktur. Det skal her understreges, at der ikke bare er taget hensyn til de traditionelle legeringselementer chrom, nikkel og molybdæn, men også til kvælstof, som har afgørende indflydelse på strukturen. Desuden er indholdet af kulstof begrænset, da dette legeringselement også har stor betydning for strukturen. Den samme struktur bestående af austenit og ferrit kan opnås med større indhold af både chrom, molybdæn og nikkel, men også her har kvælstof en afgørende betydning. I stålene med større indhold af legeringselementer, er korrosionsbestandigheden forøget uden at der er sket nogen væsentlig ændring af de mekaniske egenskaber.
Duplex rustfri stål kan ved forhøjet driftstemperatur udskille faser, hvorved materialet bliver sprødt. Denne reaktion er hurtigst omkring 8-900 °C, men den sker i hele intervallet fra 300 til 1000 °C. Brugen af duplex rustfri stål er derfor generelt begrænset til temperaturer lavere end Ca. 300 °C. Enkelte kvaliteter kan dog i særlige tilfælde anvendes op til 400 °C.
På grund af risikoen for cr-fase må duplex rustfri stål ikke afspændingsglødes. Hvis det undtagelsesvis er nødvendigt at varmebehandle materialet, skal der udføres opløsningsglødning og bratkøling.
Svejsning af Duplex rustfri stål
Der er udviklet følgende tilsatsmaterialer til svejsning af duplex rustfri stål:
- Beklædte elektroder
- TIG-tråde
- MIG/MAG
- Tråde og pulver til pulversvejsning
Der kan med alle disse metoder og tilsatsmaterialer udføres svejsninger, som med hensyn til revner, porer og andre geometriske fejl er tilfredsstillende. Det er derimod ikke muligt af opnå svejsninger, som har samme struktur samt mekaniske og korrosionsmæssige egenskaber som grundmaterialet. I dette afsnit skal nogle af de vigtigste årsager til disse afvigelser samt nogle af de forholdsregler man tager imod dem gennemgås. Ved svejsning sker både størkning og afkøling væsentlig hurtigere end hvad der har været tilfældet under fremstilling af grundmaterialet. Derfor forløber de metallurgiske reaktioner anderledes i svejsemetallet end i grundmaterialet.
Størkning af svejsemetallet sker, som for grundmaterialet, ved Ca. 1450 “C som delta-ferrit. Ved en langsom afkøling under ligevægtsforhold vil austenit udskillelse begynde omkring 1300 °C og være slut omkring 1000 °C. Svejsemetal køler imidlertid så hurtigt, så der ikke er ligevægt, og der vil derfor ved enhver temperatur være mindre austenit end ved ligevægtsforhold. I ekstreme tilfælde dannes der slet ikke austenit, og man får et svejsemetal bestående af 100% delta-ferrit. Under almindelige svejseforhold vil der dog nå at dannes 15-30% austenit i svejsemetal med samme analyse som grundmaterialet. Dette er ikke acceptabelt og kan kompenseres på to måder. For det første kan man svejse varmere, d.v.s. med større varmetilførsel, forvarme har næsten ingen indflydelse på afkølingshastigheden ved de høje temperaturer, hvor ferrit-austenit omdannelsen finder sted. Alt for stor varmetilførsel har dog en uheldig indflydelse på den varmepåvirkede zone som beskrevet nedenfor, og kan derfor ikke benyttes alene. For det andet kan man benytte tilsatsmateriale, som har større indhold af austenít stabiliserende legeringselementer end grundmaterialet. I praksis er nikkel det mest velegnede. Derfor er alle tilsatsmaterialer til svejsning af duplex rustfri stål legeret med 4-5% mere nikkel, end grundmaterialet.
Som nævnt ovenfor under beskrivelsen af grundmaterialet har også kvælstof en stor indflydelse på strukturen. Det gælder også i svejsemetallet, men her har man desværre ikke fuldstændig kontrol over kvælstofindholdet, fordi de forskellige svejsemetoder tillader varierende adgang for atmosfærens kvælstof til smeltebadet. Man har den bedste kontrol over kvælstofindholdet ved TIG-svejsning og den dårligste ved svejsning med beklædt elektrode. I alle tilfælde er tilsatsmaterialernes analyse dog afstemt, så det er muligt at opnå et tilfredsstillende resultat. Det er dog en forudsætning, at rodsiden er dækket af beskyttelsesgas, også ved elektrodesveisning, da man ellers vil få dels et ukontrolleret indhold af kvælstof i smeltebadet, og dels vil få reaktioner med ilt, som giver mikroslagger, der ødelægger sejheden af materialet. Ønsker man maksimal sej hed, bor man derfor vælge en svejsemetode som giver den bedst mulige beskyttelse mod den atmosfæriske luft. Det viser sig, at TIG svejsning giver det bedste resultat efterfulgt af MIG/MAG svejsning, mens pulversvejsning og svejsning med beklædt elektrode giver mindst sejhed. Det skal dog bemærkes at alle metoderne kan give tilfredsstillende sejhed ned til Ca. -400 °C. Det fremgår ikke entydigt hvilke beskyttelsesgasser, der bor vælges. De fleste kilder nævner at ren Ar kan bruges som dækgas ved både TIG og MIG svejsning, men følgende anbefalinger er også fundet:
- TIG-svejsning med Ar + 5% N;
- TIG-svej sning med Ar + 5% I-lg
- MAG-svejsning med Ar + 2,5% C01
Som baggas anbefales ren Ar til alle svejsemetoder. Nogle steder frarådes det direkte at bruge Ar/H2 blandinger p.g.a. risiko for hydrogenrevner, men det er ikke klart om denne risiko er reel. Som nævnt ovenfor, kan der opnås tilfredsstillende struktur og egenskaber i svejsemetallet, fordi analysen af tilsatsmaterialet er afstemt efter temperaturforløbet i svejsemetallet. Dette kan ikke lade sig gøre i den varmepåvirkede zone, hvor analysen ikke kan justeres efter varmebehandlingen. Den del af den varmepåvirkede zone, som varmes op over Ca. 1300 “C omdannes til 100% delta- ferrit, som bliver meget grovkornet. Ved afkøling sker der ingen eller kun en meget begrænset udskillelse af austenit.
Resultatet bliver et område bestående af grovkomet ferrit med meget små mængder udskilt austenit. Dette område har forringet slagsejhed, men da området ofte ikke er gennemgående i materialets tykkelse, kan dette som regel tolereres. I flerlagssvejsninger, vil en del af området genopvarmes til så høje temperaturer, så der udskilles en del austenit, hvorved slagsejiheden forbedres væsentligt. Betragtningerne vedrørende den varmepåvirkede zone gælder også for svejsemetal, hvor der er TIG-svejst uden tilsatsmateriale. Denne metode frarådes derfor generelt. Det kan dog ikke afvises, at det vil være relevant at TIG-svejse bundstrenge uden tilsatsmateriale og fylde op med en passende metode med tilsatsmateriale, da der så vil ske en gavnlig varmebehandling af bundstrengen.
Konklusion
Duplex rustfri stål har større styrke og i mange tilfælde bedre korrosionsegenskaber end de almindelige austenitiske rustfri stål. Det må derfor tages for givet, at duplex rustfri stål vil blive brugt mere i fremtiden. Duplex rustfri stål har god svejsbarhed ud fra et svejseteknologisk synspunkt, da det kan svejses med de almindeligste svejsemetoder uden væsentlig risiko for revner, porer eller andre geometriske fejl. Der skal altid anvendes tilsatsmateriale, som skal være overlegeret med nikkel i forhold til grundmaterialet. Hvis der svejses uden 'tilsatsmateriale eller med tilsatsmateriale, som har samme analyse som grundmaterialet, får svejsemetallet et meget lavt austenitindhold, hvad der igen medfører dårlig slagsejhed og risiko for revner. Der skal altid anvendes baggas ved svejsning af rodstrenge, også ved svejsning med beklædt elektrode.
Beskyttelsesgas til såvel rod- som dækside skal være argon baseret. Det er ikke helt klarlagt hvilken indflydelse tilsætning af andre gasarter har. Litteraturen nævner Ar/N og Ar/H blandinger til TIG-svejsning og Ar/C03 blandinger til MAG-svejsning.
Det anbefales, at der udføres prøvesvejsninger med følgende formål:
- Fastlægge sammenhængen mellem varmetilførsel, for varmetemperatur, struktur og mekaniske egenskaber.
- Bestemme hvilke beskyttelsesgasser, der er bedst egnede til dækgas og baggas ved h.h.v. TIG- og MIG/MAG svejsning.
- Opnå erfaring i svejsning af materialet med de på markedet eksisterende elektroder og tråde.
Vi er altid klar til at besvare dine spørgsmål
Send din ordre eller forespørgsel - vi svarer inden for 24 timer